

Данное оборудование указано в следующих разделах каталога:
Стандартные образцы предприятия (СОП) для ультразвуковой дефектоскопии
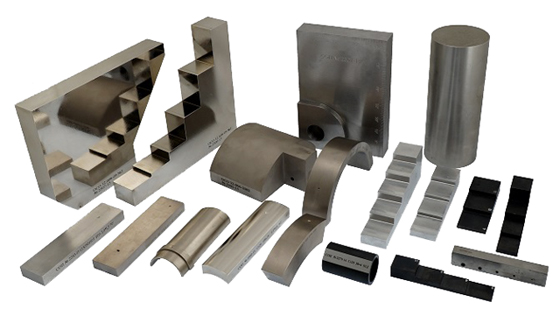
При ультразвуковом контроле конкретных материалов, изделий и соединений опорные сигналы для настройки ультразвуковых импульсных дефектоскопов, как правило, получают от искусственных отражателей в стандартных образцах предприятий, изготавливаемых из материалов близких по своим акустическим характеристикам (скорости распространения и коэффициенту затухания).
ГОСТ 14782-86 предусматривает несколько типов СОП с искусственными отражателями в виде:
- плоскодонных дисковых отражателей ориентированных перпендикулярно ультразвуковому лучу;
- угловых отражателей в виде зарубки с вертикальной рабочей гранью ориентированной перпендикулярно плоскости сканирования преобразователя;
- цилиндрических отверстий, образующая которых направлена перпендикулярно УЗ лучу;
- сегментных отражателей, с отражающей поверхностью расположенной перпендикулярно акустической оси ПЭП.
Для каждой группы материалов, изделий и соединений подготавливают свои технологические инструкции (отраслевые или предприятий), в которых нормируются формы и размеры искусственных дефектов, классы дефектности, которые и связаны с прочностными характеристиками контролируемой продукции.
Таких инструкций может быть большое количество. Чаще всего применяются стальные стандартные образцы предприятий с отражателями, параметры которых указаны ниже.
СОП с плоскодонными отражателями

Стандартные образцы предприятия (СОП) с плоскодонными отражателями применяют для настройки предельной чувствительности, блока ВРЧ и глубиномера ультразвуковых дефектоскопов при контроле прямыми преобразователями.
СОП с плоскодонными отверстиями
Стандартные образцы предприятия (СОП) с плоскодонными отверстиями применяют для настройки предельной чувствительности, блока ВРЧ и глубиномера ультразвуковых дефектоскопов при контроле наклонными совмещенными преобразователями околошовных зон и основного металла.
Требования к материалу, геометрическим размерам СОПов, количеству и размерам отверстий определяются нормативно-технической документацией на контроль.
СОП с цилиндрическими отражателями
Стандартные образцы предприятия (СОП) с цилиндрическими отражателями применяют для настройки предельной чувствительности, блока ВРЧ ультразвуковых дефектоскопов при контроле наклонными преобразователями.
Требования к материалу, геометрическим размерам СОПов, количеству и размерам отражателей определяются нормативно-технической документацией на контроль и поставленными задачами (определяется ли предельная чувствительность, либо необходима настройка блока ВРЧ дефектоскопа).
СОП с плоскими угловыми отражателями (зарубками)
Стандартные образцы предприятия (СОП) с плоскими угловыми отражателями (зарубками) применяют для настройки длительности развертки и чувствительности дефектоскопов при контроле наклонными совмещенными преобразователями листовых и трубных изделий.
Технические характеристики:
- в районе расположения зарубки отсутствует наклеп, так как зарубки изготавливаются методом прожига;
-
СОПы с зарубками имеют три варианта исполнения:
- плоский (для контроля плоских изделий и труб больших диаметров *);
- трубный стыковой (для контроля поперечных стыковых швов труб);
- трубный продольный (для контроля продольных стыковых швов и гибов труб);
- плоские СОПы изготавливаются с 1 зарубкой, трубные с 2, расположенными на внешней и внуренней поверхностях трубы;
- геометрические размеры самих СОПов (диаметр и толщина труб или толщина плоских образцов) и зарубок определяются нормативно-технической документацией на проведение контроля;
- предпочтительно изготовление СОПов из материалов заказчика, аналогичных матералам контролируемых изделий;
- все СОПы поставляются со свидетельствами об аттестации.
* использование плоских СОПов вместо трубных определяется нормативно-технической и руководящей документацией на контроль
Изготавливаются путём нанесения контрольных отражателей-зарубок на заготовках, поставляемых заказчиком. Заготовки представляют собой вырезки различной толщины из стенок сосудов или труб — для сосудов и труб диаметром более 60 мм размер заготовок 150х50 мм, для труб малого диаметра заготовки представляют собой отрезки труб длиной 150 мм половинного сечения.
СОП № X*
Стандартный образец предприятия; X* мм — любое значение по желанию заказчика; две зарубки по ВСН-012-88 либо по любой другой инструкции: ОП №501 ЦД-75, РД 22-205 и др. Для заказа СОПа нужно название РД (например, ВСН-012) и размеры зарубки (например, зарубка 2,5х2,0 мм).
Комплект поставки СОП:
- Стандартный образец предприятия,
- паспорт,
- свидетельство о калибровке,
- упаковка.